产品编号:fs-zs102
适用范围:fs-hz102新能源汽车 BSC2.0制动系统加热固化冷却烘烤线(惠州比亚迪)机器人上下件提供mes对接
fs-hz102新能源汽车 BSC2.0制动系统加热固化冷却烘烤线机器人上下料提供mes对接技术参数:
一、工艺流程;节拍30s;工装板680*550*20;工装板重量20kg;共65块工装;每块工装板放6个产品;每块工装板180s节拍;高度202mm(含工装板)固化温度130℃加热2H;产品冷却温度30℃以下,冷却时间60min;整套固化炉线体分2列3层,从进固化炉方向看,左列从上到下依次为加热层--加热层--冷却层,右列从上到下依次为加热层--加热层--冷却层。001托盘停在上料区,并二次定位,底部6个传感器感应托盘的产品有无,侧边读码器对托盘进行读码并把信息传递给机械手,并等待机械手上下料。放料完成后,001托盘进入横向升降机,随后到达固化炉A口等待,此时侧边读码器进行读码。A口升降门打开,001托盘被送入固化炉道A,在线体搬运下移动到A炉道出口挡停器处停止移动并进行烘烤,等待2H后放行。此后002托盘经过上料扫码等进入B通道,在挡停器处固化并等待2H后放行。此后003托盘经过上料扫码等进入C通道,在挡停器处固化并等待2H后放行。此后004托盘经过上料扫码等进入D通道,在挡停器处固化并等待2H后放行。005托盘进入A固化通道,排在001的后面,被其挡停并开始固化,等待放行时间。后面的托盘依次进入炉道BCD,依次 类推。当001托盘固化时间满足后,A炉道出口升降门打开,托盘移到出料升降机上并进行扫码,记录出炉时间。随后通过提升机降至冷却炉E通道。此时进行扫码,冷却炉门打开,001托盘进入并运行到挡停处进行冷却1H. 同样 002托盘进入冷却炉F通道,003进入冷却炉E通道,004进入冷却炉F通道,005进入冷却炉E通道,依次循环。001托盘冷却时间满足后,冷却炉E出口升降门打开,进入横向移栽机,并进行扫码,记录下出冷却炉时间。随后移至到缓存线等待下料。完成一个循环。
1、外观尺寸: 长*宽*高: 11800mm X 3200mm X2680mm2、设备结构:整体水平布局,两头为 4 工位水平移栽机,中间为固 化烘道和冷却通道,固化炉 1 层,共 2 通道 ,冷却 1 层,共 2 通道 站在固化炉出口方向看,左侧为加热固化通道,右侧为冷却通道; 输送线高 865mm.; 采用美德乐单倍速链条输送,配合中型阻挡气缸;
3、温度范围;常温-85℃ 控温精度;±1℃
4、风 向;循环运风 二、fs-hz102新能源汽车 BSC2.0制动系统加热固化冷却烘烤线线体结构
1、设备颜色:采用2mm冷板折弯而成,表面磷化,高温静电喷塑处理,外壳颜“RAL9003”,(可按客户提供色板配色);
2、内胆材料:采用1.5mmTSUS304不锈钢板制作;内档清洁无尘,防生锈、耐腐蚀;
3、电柜:仿威图独立控制电柜,配冷却空调机组;
三、fs-hz102新能源汽车 BSC2.0制动系统加热固化冷却烘烤线机器人上下料提供mes对接:免费进行技术培训
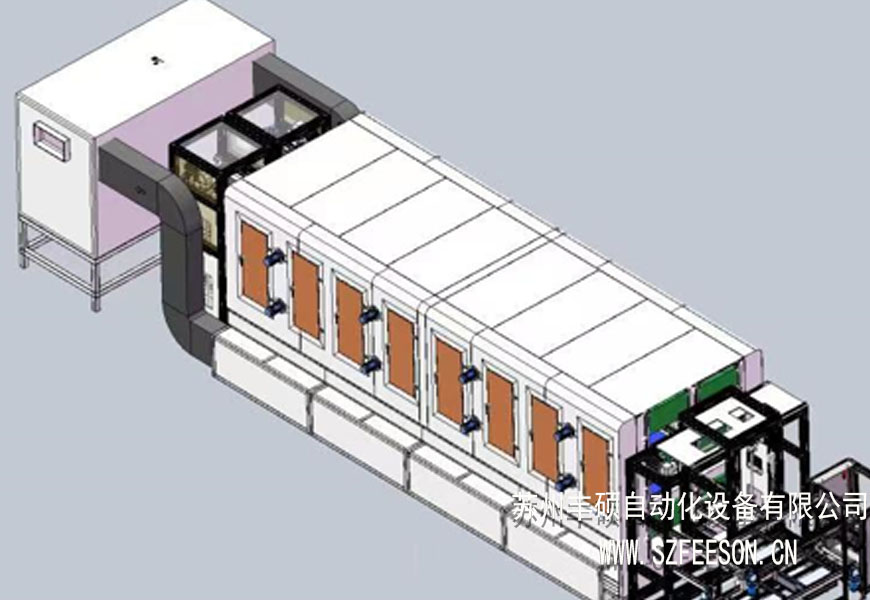 3D效果图
3D效果图